












гАКйЂШеОЛж∞іе∞ДжµБжКАжЬѓдЄОеЇФзФ®гАЛ- зђђ1зЂ† ж¶ВиЃЇпЉИзђђ11й°µпЉЙ
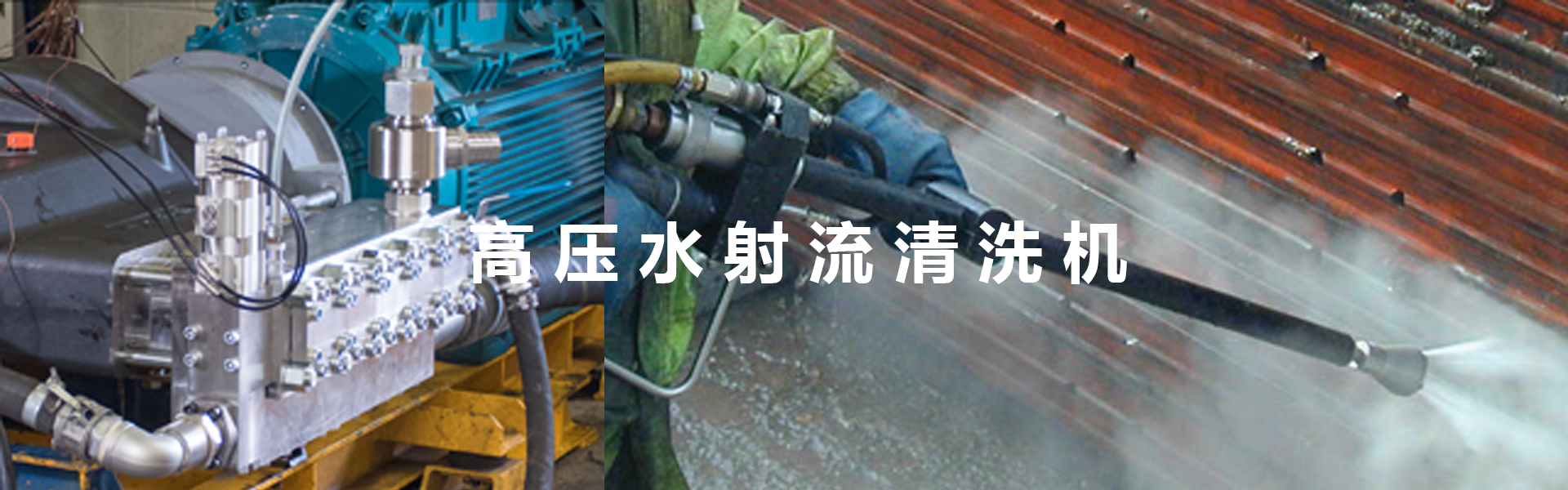
иґЕйЂШеОЛж∞іе∞ДжµБжЬЙдЄ§зІНдЄїи¶Б嚥еЉП:дЄАдЄЇеОЛеКЫиМГеЫіеЬ®100-400MPaгАБеАЯеК©ињЮзї≠дїЛиі®жµБзЪД嚥еЉП,ж≠§йЧіжµБйЗПе§ЪеЬ®2~6L/min;иАМељУеОЛеКЫиЊЊ700MPaзФЪиЗ≥жЫійЂШжЧґ,еЕґи£ЕзљЃеИЩдЄЇеНХеЗїж∞із嚥еЉПгАВиґЕйЂШеОЛж∞ізВЃи£ЕзљЃзФ±иБЪйЫЖзЪДе§ІйЗПйЂШеОЛеОЛзЉ©ж∞ФдљУ(ж∞Ѓж∞ФжИЦз©Їж∞Ф)жПРдЊЫй©±еК®еОЛеКЫ,еЬ®ж∞ізВЃеЗїеПСеЙН,жИЦеАЯеК©зВєзБЂеЉХзИЖ,жИЦеАЯеК©жО®ињЫзЙ©еЖ≤еЗїзВЃз≠ТдљњеЕґиГљйЗПз™БзДґзИЖеПСгАВзФ±дЇОе∞ДжµБзВЃз≠ТзЪДињЕйАЯз£®жНЯ,е∞ДжµБеОЛеКЫйЪПжЧґйЧіињЕйАЯи°∞еЗП,иЗідљњељ±еУНдЇЖињЩдЄАжКАжЬѓзЪДжЩЃеПКгАВ
иґЕйЂШеОЛж∞іеИЗеЙ≤иЃЊе§ЗдЄОеЈ•иЙЇжШѓињС10еєіжЭ•еРДеЫљж∞іе∞ДжµБи°МдЄЪзЪДеПСе±ХзГ≠зВє,дїОеОЖжђ°еЫљйЩЕж∞іе∞ДжµБдЉЪиЃЃиЃЇжЦЗжЭ•зЬЛ,ж∞іеИЗеЙ≤жКАжЬѓзФ±еЗ§жѓЫйЇЯиІТеПСе±ХдЄЇдЄїеѓЉеЖЕеЃє,йЪПзЭАж∞іеИЗеЙ≤иЃЊе§ЗдЄОеЈ•иЙЇзЪДеХЖеУБеМЦ,ж∞іеИЗеЙ≤еЇФзФ®еЈ≤жЄЧйАПеИ∞иЃЄе§ЪеЈ•дЄЪйҐЖеЯЯгАВ200~300MPaзЪДињЮзї≠ињРи°Ме∞ДжµБеИЗеЙ≤з≥їзїЯ,жѓФеЕґеЃГиЃЄе§ЪеИЗеЙ≤еЈ•еЕЈжЫіеК†дї§дЇЇжї°жДПгАВеЕґзЙєзВєжШѓеѓєжЭРжЦЩжЧ†йАЙжЛ©жАІгАБеИЗзЉЭз™Д(0.3mm)гАБиі®йЗПе•љгАБдЄНз†іеЭПжЭРжЦЩеЖЕйГ®зїДзїЗгАБиГљињЫи°МдЇМзїідЄОдЄЙзїіеЉВ嚥еИЗеЙ≤гАВ
ж∞іе∞ДжµБеЬ®70MPaеОЛеКЫдЄЛзЪДжµБйАЯзЇ¶дЄЇ300m/s,ељУеОЛеКЫиЊЊеИ∞иґЕйЂШеОЛжЧґ,жµБйАЯеПѓжЬЫиЊЊеИ∞1000m/s,ињЩж†Је∞±еПѓеЃЮзО∞еЊИйЂШзЪДеИЗеЙ≤йАЯеЇ¶гАВж∞іеИЗеЙ≤дЄАдЄФеЃЮзО∞еЊИйЂШзЪДеОЛеКЫгАБеЊИе∞ПзЪДжµБйЗПдљЬдЄЪе∞±жДПеС≥зЭАеЈ•дљЬеП∞дљНдЄКзЪДдљЬзФ®еКЫеЊИе∞П,ињЩе∞±дљњеЊЧеИЗеЙ≤еЦЈеШіеЊИеЃєжШУеЃЙи£ЕеЬ®жЬЇеЩ®дЇЇжЙЛиЗВдЄКгАВеЃЮзО∞иЃ°зЃЧжЬЇжОІеИґдЄЛдЄЙзїіе§НжЭВ嚥зКґзЪДйЂШз≤ЊеЇ¶еИЗеЙ≤гАВ
ж∞іеИЗеЙ≤еѓєжЭРжЦЩзЪДжЧ†йАЙжЛ©жАІжЮБдЄЇйЗНи¶Б,дєЯе∞±жШѓиѓіеЃГжЧҐиГљеИЗеЙ≤еИЪжАІзЪДйЗСе±ЮжЭњжЭР,еПИиГљеИЗеЙ≤жЯФжАІзЪДеЄГеМєзЇЄеЉ†гАВдЇЇдїђињШжЫЊзФ®ж≤єдљЬеЈ•иі®еИЗеЙ≤иљѓз≥ЦгАВзДґиАМ,зЇѓж∞іе∞ДжµБзЪДеИЗеЙ≤еЇФзФ®еПЧеИ∞дЇЖеОЛеКЫзЪДе±АйЩР,дЄАеС≥еЬ∞еНЗйЂШеОЛеКЫеИЩжДПеС≥зЭАиЃЊе§ЗеПѓйЭ†жАІйЪЊдї•дњЭиѓБ,дЄФдЄНеЃєжШУеЃЮзО∞,дїОиАМдєЯе∞±жЬЙдЇЖз£®жЦЩж∞іе∞ДжµБзЪДеНБеєіеПСе±ХеП≤гАВзФ®200MPaдї•дЄКзЪДе∞ДжµБеОЛеКЫеЉХе∞Дз£®жЦЩ,еЬ®зЯ≠йЭґиЈЭжЧґеПѓеЊИе•љеЬ∞зФ®дЇОеИЗеЙ≤,ињЩе∞±дЄЇжШОжШЊйЩНдљОе∞ДжµБеОЛеКЫ,дљњеЕґжКАжЬѓеПѓйЭ†еЬ∞ињЫеЕ•еХЖеУБеМЦеИЫйА†дЇЖжЭ°дїґгАВ
еПВиАГжЦЗзМЃ
1. Summers D A. Waterjetting Technology. London: E &. FN SPON, 1995
2. Labus T J. Fluid Jet Technology: Fundamentals and Application. StLouis: WJTA, 1995
3. WJTA. Jet News. St. Louis: WJTA, 1997.7

